
锂电池回收成套设备工艺解析
新能源产业爆发式增长推动退役锂电池回收需求激增,这套锂电池回收成套设备通过全流程精细化设计,实现退役电池无害化处置与高值化回收,构建从“危废”到“再生原料”的完整资源闭环,为双碳目标落地提供核心技术支撑。
随着新能源产业的爆发式增长,退役锂电池的规模化、高值化回收已成为保障资源安全、践行双碳目标的核心举措。这套锂电池回收成套设备,通过全流程的精细化设计,不仅实现了退役电池的无害化处置,更以优异的回收指标构建了从 “危废” 到 “再生原料” 的完整闭环。
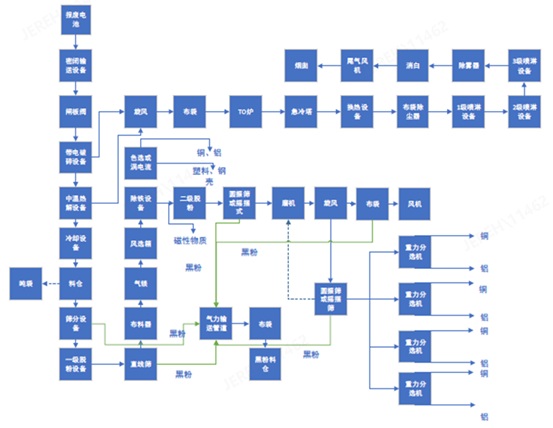
图1:锂电池回收成套设备全工艺流程总图
一 前端预处理:安全破拆与高效初分
核心目标:消除电池活性,实现初步物料分离,为后续高值回收筑牢基础。前端预处理是整个锂电池回收流程的 “安全基石” 与 “效率源头”,其核心任务是在绝对安全的前提下,将形态各异、带有残余电能的退役锂电池拆解为可进入后续工序的标准化物料。
退役锂电池首先进入密闭输送设备,全程在负压封闭环境中完成转运,从源头避免电解液泄漏与粉尘逸散,同时隔绝外界氧气,防止电池因接触空气引发自燃风险。输送过程中,系统会通过红外检测模块实时监测电池表面温度,一旦发现异常发热,立即触发惰性气体喷淋装置,确保隐患被快速处置。
随后,电池进入隔爆阀与带电极板处理设备。隔爆阀采用液压驱动的重型防爆结构,可在毫秒级响应下切断物料通道,彻底隔离潜在的燃爆区域;带电极板处理设备则通过低电压脉冲放电技术,对电池内部残余电能进行安全释放,配合惰性气体吹扫,将电池内部短路风险降至为零,为后续破碎环节筑牢安全防线。
完成安全预处理后,电池被送入中温热解设备。该设备在氮气保护的惰性气氛下,将电池加热至 400-500℃,使有机电解液充分挥发、粘结剂逐步分解。这一过程不仅实现了电解液的无害化回收,更使极片与金属壳体之间的粘结力下降 90% 以上,大幅降低了后续破碎的能耗与设备磨损。热解产生的有机废气被集中收集并送入后端热解炉,而热解后的物料则通过冷却设备快速降温至室温,避免余热引发二次反应。
冷却后的物料进入一级粉碎设备与筛分设备,通过颚式破碎机与辊式破碎机的协同作用,将电池破碎至 5-10mm 的颗粒,实现极片、壳体与隔膜的初步分离。破碎物料随后通过直线筛进行粒度分级,大于 10mm 的粗颗粒被返回一级粉碎设备再次破碎,确保物料粒度均匀。
经过筛分的物料进入风选箱与风力分选机,通过精准调控风速与气流方向,将轻质的塑料、隔膜等杂质分离出去,而富含有价金属的黑粉(活性物质)则进入气力输送管道,被送入黑粉料仓暂存。部分物料还会通过除铁设备去除钢壳等磁性杂质,再经色选或涡电流分选机实现铜、铝与塑料壳体的初步分离。
通过这一系列精细化操作,前端预处理环节可稳定达成钢壳回收率≥97%、电池外壳回收率≥90%的指标,为后续精细化分选提供了高纯度的原料保障。
二 破碎分选:精准解离与高效富集
核心目标:实现有价金属与黑粉的深度解离,达成高回收率与高纯度指标。破碎分选环节是整个回收工艺的 “核心枢纽”,其任务是将预处理后的混合物料进一步细化解离,通过多维度的物理分选技术,将铜、铝金属与黑粉精准分离,为后续湿法冶炼提供高纯度原料。
经过前端预处理的物料首先进入二级粉碎设备,采用双轴剪切式破碎机,将 5-10mm 的颗粒进一步破碎至 1-3mm。这一过程中,设备配备的智能监测系统会实时监测扭矩与电流变化,自动调节破碎速度,确保极片上的铜铝箔与黑粉活性物质充分解离,同时避免过度破碎导致的金属粉化。
解离后的物料进入圆锥摇摆筛进行精细分级。该设备通过三维高频振动,将物料按粒度分为 0.5mm 以下、0.5-1mm、1-3mm 三个级别,不同粒度的物料被送入对应的重力分选机,避免因粒度混杂导致的分选效率下降。
粒度分级后的物料进入核心的重力分选机单元。设备采用偏心振动与斜面流膜结合的原理,利用铜(密度约 8.9g/cm³)、铝(密度约 2.7g/cm³)与黑粉(密度约 2.2g/cm³)的密度差异,在重力场与振动的协同作用下实现分层。密度较大的铜箔会沉积在分选槽底部,通过刮板收集;密度中等的铝箔悬浮在中层,通过侧部溢流口导出;密度最小的黑粉则随气流进入顶部的收集通道。
为确保分选精度,系统设置了四级重力分选单元:
- 一级分选:针对 1-3mm 的粗颗粒,主要分离铜箔与铝箔 - 铝箔混合物;
- 二级分选:处理 0.5-1mm 的中颗粒,进一步分离铝箔与铜箔;
- 三级分选:针对 0.5mm 以下的细颗粒,实现铜铝的深度分离;
- 四级分选:针对 0.2mm 以下的细颗粒,实现铜铝的最深层次分离。
在重力分选的同时,部分细粉会通过旋风分离器与布袋除尘器进行气固分离,确保细微的黑粉颗粒被高效回收,最终达成黑粉回收率≥99%的核心指标。分离出的铜、铝物料还会通过涡电流分选机进行二次提纯,进一步降低金属间的交叉污染,确保铜中含铝≤2%、铝中含铜≤2%,且铜粉中铜含量≥95%。
整个破碎分选环节采用全密闭负压设计,配合脉冲除尘系统,有效避免了粉尘逸散,同时通过智能调控各设备参数,使系统稳定运行时,铝回收率≥97%、铜回收率≥97%,且黑粉纯度满足黑粉含铝≤0.5%、黑粉含铜≤1%的严苛要求,为后续湿法冶炼环节奠定了坚实的原料基础。
三 湿法冶金:有价金属的深度提纯与高值转化
核心目标:从黑粉中高效提取锂、钴、镍等关键金属,生产高纯度电池级原料,完成资源闭环的最后一步。
经过破碎分选环节富集得到的高纯度黑粉,是湿法冶金的核心原料。这一环节通过精准的化学浸出与分离提纯技术,将黑粉中的锂、钴、镍等有价金属高效提取,并转化为电池级的硫酸盐或碳酸盐产品,直接返回动力电池生产产业链。
1. 富氧酸浸:有价金属的高效溶解
黑粉首先被送入富氧加压浸出槽,在硫酸体系中,通过通入高纯氧气并维持 0.2-0.5MPa 的压力,使黑粉中的钴酸锂、镍钴锰酸锂等活性物质发生氧化还原反应,将锂、钴、镍等金属高效溶解到溶液中。
浸出过程中,系统通过在线 pH 与氧化还原电位(ORP)监测,自动调节硫酸与氧气的加入量,确保浸出率稳定在 98% 以上。同时,通过控制反应温度在 80-95℃,既保证了反应速率,又避免了过度氧化导致的杂质溶出。
浸出完成后,矿浆通过板框压滤机进行固液分离,富含金属离子的滤液进入后续净化工序,而主要含碳、氟的滤渣则经过无害化处理后稳定处置。
2. 深度净化:杂质的精准脱除
浸出液中除了目标金属离子,还含有铁、铝、铜、钙、镁等杂质,必须通过多级净化工艺精准脱除,才能满足电池级产品的纯度要求。
- 中和除杂:首先通过加入石灰乳或氢氧化钠调节 pH 至 4.5-5.0,使铁、铝等水解生成氢氧化物沉淀,通过高效沉降槽与压滤机分离去除。
- 硫化除杂:向滤液中加入硫化钠,使铜、铅等重金属离子生成难溶的硫化物沉淀,进一步降低杂质含量。
- 螯合树脂深度净化:经过初步净化的溶液进入螯合树脂吸附塔,利用树脂对金属离子的选择性吸附能力,将残留的钙、镁等碱土金属离子深度脱除,确保最终产品中杂质含量低于 0.001%。
3. 萃取分离:金属离子的精准分馏
净化后的混合金属溶液进入溶剂萃取系统,这是实现钴、镍、锂高效分离的核心工序。系统采用三级萃取 - 反萃工艺:
- 钴镍分离:使用 P204 萃取剂选择性萃取钴离子,通过调节有机相比例与水相 pH,使钴镍分离系数达到 1000 以上,确保反萃得到的钴溶液中镍含量低于 0.005%,镍溶液中钴含量低于 0.002%。
- 锂的富集:钴镍分离后的萃余液进入锂吸附单元,通过特种离子交换树脂选择性吸附锂离子,再经稀盐酸洗脱得到高浓度锂溶液。
4. 沉淀结晶:电池级产品的制备
经过萃取分离得到的高纯度钴、镍、锂溶液,最终进入沉淀结晶系统,生产出电池级的最终产品:
- 钴、镍产品:向钴、镍溶液中加入碳酸氢铵或草酸,生成碳酸钴、碳酸镍或草酸钴、草酸镍沉淀,经过滤、洗涤、干燥后,送入回转窑煅烧得到氧化钴、氧化镍产品,纯度可达 99.99% 以上。
- 锂产品:锂溶液经蒸发浓缩后,加入碳酸钠生成碳酸锂沉淀,经过滤、洗涤、干燥得到电池级碳酸锂,纯度≥99.5%,满足动力电池正极材料的生产要求。
通过这一系列精细化的湿法冶金工艺,整套系统可实现锂回收率≥90%、钴镍回收率≥95%,最终产出的电池级产品直接回用于新能源产业链,真正完成了从 “退役电池” 到 “动力电池原料” 的高值闭环。
四 热解与烟气净化:无害化处置与清洁排放
核心目标:处理有机物并实现烟气达标排放,杜绝二次污染。
回转窑式热解炉(TO 炉)
预处理阶段分离出的电解液、粘结剂等有机物被送入TO 炉,在高温缺氧环境下发生热解反应,生成可燃气体与炭黑,实现能量回收。
烟气降温与余热回收
热解产生的高温烟气进入急冷塔快速降温,避免二噁英生成。随后通过换热设备回收余热,用于系统内部温度补偿,提升能源利用效率。
多级烟气净化
降温后的烟气经布袋除尘器去除粉尘,再依次通过一级喷淋设备、二级喷淋设备进行酸碱中和。中和后的烟气经除雾器脱除水汽,最后由3 级喷淋设备与活性炭吸附装置深度净化,最终通过引风机经烟囱达标排放。
五 工艺核心价值:构建高值闭环产业生态
这套锂电池回收成套设备的工艺设计,深度贯彻了安全环保、高效回收、资源闭环三大核心原则。全密闭的系统设计从源头杜绝了污染物泄漏,热解与烟气净化的协同实现了有机物的无害化处置,而物理分选与湿法冶炼的结合则让锂、钴、镍、铜、铝等资源得以高效再生。
在 “双碳” 目标的时代背景下,这一工艺不仅为锂电池回收行业提供了可落地的技术方案,更推动了新能源产业的可持续发展,让每一块退役电池都能成为资源循环的新起点。